



HDPE废塑料分拣中心评价与分级
信息来源:www.whzssl.com 发布时间:2026.04.25
评价维度
1. 技术设备水平
- 人工分拣为主,效率低、误差率高(>15%)。
- 配置基础机械(破碎机、清洗线)及光学分选设备(NIR近红外分选),纯度达85%-90%。
- 全自动化分选线(AI视觉识别+光谱分析),杂质率<5%,可细分颜色、熔指差异。
2. 原料管控能力
- 初级:混合废塑料接收,未建立来源追溯体系。
- 中级:分类接收(瓶类/硬质HDPE),初步杂质检测。
- :供应商分级管理+入厂快速检测(水分、PVC含量),原料一致性>80%。
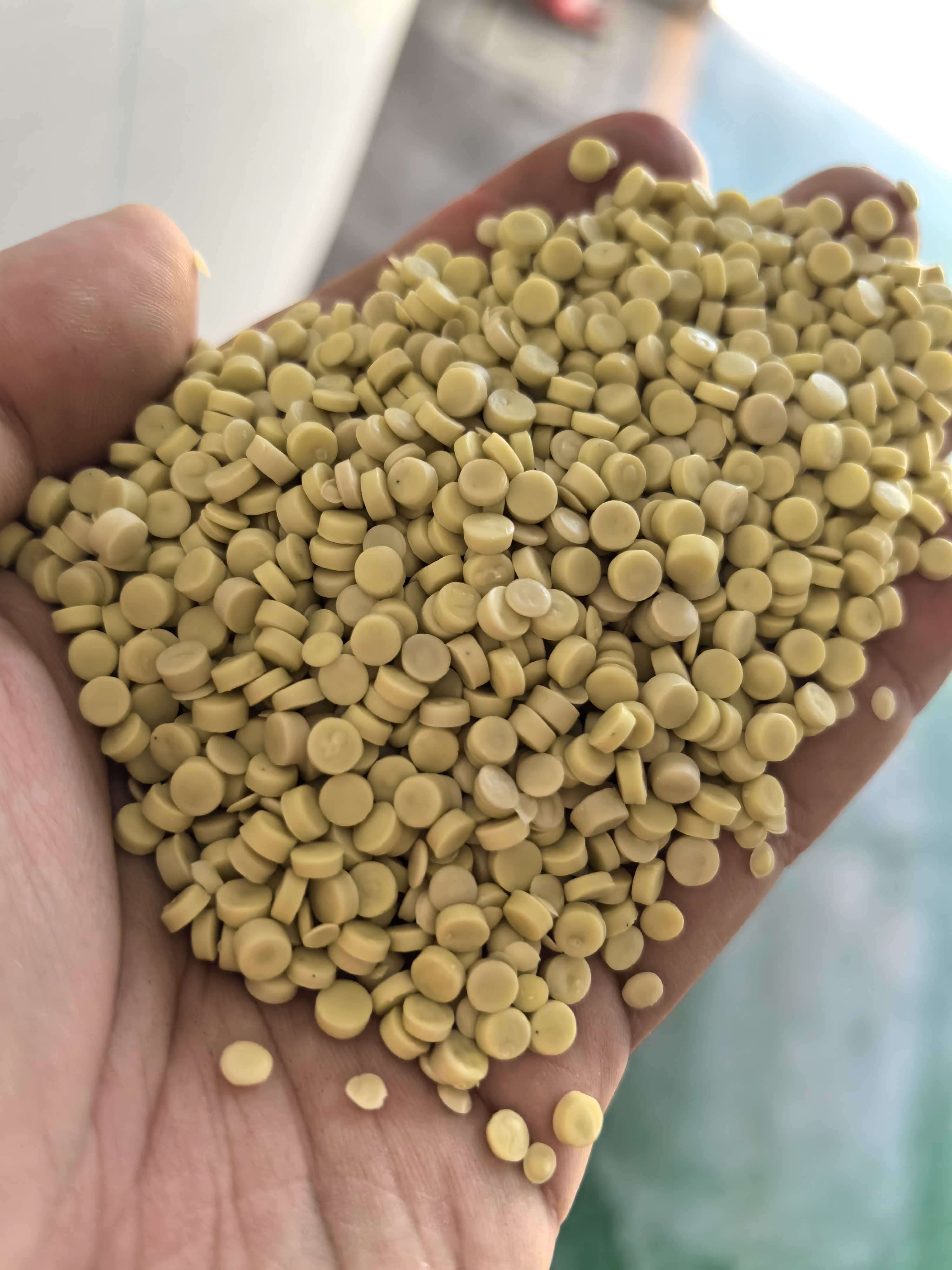
3. 产品质量分级标准
- :无色/浅色碎片,纯度≥99%,无油污、标签残留,熔指波动<5%。
- B级:有色碎片(无杂色混合),纯度95%-98%,微量非HDPE杂质。
- C级:深色或混合色碎片,纯度90%-94%,含≤5%其他塑料(如PP)。
- 等外品:杂质>10%,含胶黏剂或金属,仅适用于低端注塑。
4. 管理及认证体系
- 基础认证:ISO 9001质量体系。
- 进阶要求:GRS(回收标准)认证,ERP数据追溯(批次可查)。
- 标志:零废水排放工艺,碳足迹核算达标。
分级指标
- 经济价值关联:料价格可比肩新料80%,C级料仅40%-五十 %。
- 下游适用性:料用于食品级包装;B/C级用于管道、托盘等工业制品。
> 结论:分拣中心需兼备智能分选技术、严格原料分级、闭环品控及绿色认证。投资自动化分选设备(如TOMRA系统)和建立溯源体系是提升至“级”的关键,直接决定产品溢价能力与市场竞争力。